
Chemicals industry Related Products
Solvent Recovery Condenser
Solvent recovery condensers are designed to recover only the solvents that have become mixed with gas, and are used for saving and recovering resources. Different combinations of dehumidifier and steam heater are available for specific temperature control requirements. A maximum gas pressure of 100KPa can be used. These condensers are used in a wide range of chemical plants.
Solvent Recovery Condenser

Used in chemical plants as a heat exchanger to cool gas containing solvents and recover the concentrated solvents in liquid form.
Solvent Recovery Condenser
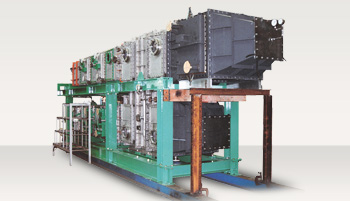
Cools the gas following application of film, etc., to liquefy and recover any solvent remaining in the gas. Multiple heat exchangers are used for gradual cooling.